Cách mài mũi khoan đúng kỹ thuật thợ chuyên nghiệp nên biết




Mũi khoan là bộ phận tiếp xúc trực tiếp với vật liệu nên khi sau một thời gian sử dụng thường bị mài mòn, mất đi độ sắc bén ban đầu. Nếu không được xử lý kịp thời thì sẽ dễ làm ảnh hưởng đến năng suất làm việc của máy. Chính vì vậy, bài viết này chúng tôi sẽ hướng dẫn các bạn cách mài mũi khoan chính xác, chuẩn được nhiều thợ lành nghề áp dụng.
Một số yếu tố dẫn đến hư hỏng mũi khoan
Trước khi đi vào hướng dẫn cách mài mũi khoan, chúng ta hãy cùng tìm hiểu một số nguyên nhân dẫn đến việc mũi khoan bị mài mòn và nhanh hư hỏng để có những biện pháp phòng tránh nhé.

Những nguyên nhân khiến mũi khoan bị mòn là do:
- Lựa chọn đầu mũi khoan không phù hợp với vật liệu cần làm việc
- Lựa chọn tốc độ mũi khoan không phù hợp với vật liệu cần khoan (ví dụ: tốc độ mũi khoan quá cao so với độ cứng của vật liệu đang được cắt)
- Bụi bẩn, mảnh vụn vật liệu sau khi khoan xong bám vào mũi khoan nhưng không được làm sạch ngay khiến mũi khoan nhanh bị mòn
- Vật liệu hoặc mũi khoan có thể không được định vị chắc chắn, dẫn đến mũi khoan bị rung mạnh trong quá trình làm việc, nhanh mòn, thậm chí gây gãy mũi.
- Độ bóng trên các mép cắt của mũi khoan kém.
- Sự dẫn tiến có thể quá mạnh và quá tải các mép cắt.
- Sự dẫn tiến có thể quá nhẹ và làm cho mép cắt nạo hơn là cắt.
Hướng dẫn cách mài mũi khoan đúng kỹ thuật
Dù là cách mài mũi khoan gỗ hay mũi khoan sắt, mũi khoan bê tông thì các bạn đều nên sử dụng máy mài 2 đá hoặc máy cắt sắt để thực hiện nhằm đảm bảo đạt hiệu quả cao nhất.
Dưới đây là chi tiết cách mài mũi khoan mà các bạn có thể tham khảo:
Bước 1: Trước khi tiến hành mài mũi khoan, bạn phải xác định 2 lưỡi đầu khoan sau khi mài phải cân bằng, tạo với nhau một góc đỉnh 120 độ. Đồng thời phải bảo đảm rằng chiều dài hai lưỡi cắt là như nhau. Nếu bị lệch, sẽ khiến máy khoan bị rung, nguyên do là đỉnh mũi khoan sẽ không còn ngay giữa trục khoan (lệch tâm).

Bước 2: Đặt mũi khoan mài nghiêng một góc khoảng 59° so với mặt đá mài, tránh trường hợp để mũi khoan vuông góc với đá mài. Nếu khó hình dung, bạn có thể sử dụng mũi khoan mới đặt bên cạnh để làm mẫu, so sánh độ vát của mũi khoan



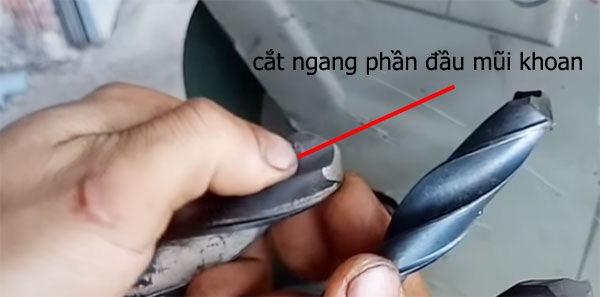
Bước 3: Trong quá trình mài nếu mũi khoan bị sứt mẻ ở vị trí mài thì bạn cần tiến hành cắt bỏ toàn bộ phần đầu và mài lại từ đầu.

Bước 4: Trong quá trình mài, mũi khoan sẽ bị nóng. Lúc này, chúng ta cần nhúng ngay mũi khoan vào nước để tránh bị cháy, hỏng mũi khoan. Tránh chờ đến khi mũi khoan đỏ rực mới ngâm vào nước, chỉ cần cảm nhận mũi khoan nóng lên là bạn có thể cho nhúng vào nước được rồi.

Xem thêm: Cách lắp mũi khoan chính xác, đúng kỹ thuật
Một số trường hợp mũi khoan mài không đạt tiêu chuẩn
- Mũi khoan không được mài sắc khiến khả năng làm việc kém, tạo ra các lỗ không chính xác, và có thể gãy vì ứng suất khoan quá mức.
- Độ dài hai mép cắt không bằng nhau khiến đầu mũi khoan lệch tâm, một mép cắt thực hiện việc cắt nhiều hơn mép kia và tạo ra lỗ vượt quá kích thước.
- Góc của hai mép cắt không bằng nhau khiến mũi khoan khi làm việc không đạt hiệu quả tốt, phát ra tiếng rít, khi khoan mồi tâm mũi khoan bị tòe ra. Kể cả khi đã dùng lực thì khi đã dùng lực thì mũi khoan vẫn xuống rất chậm, phoi ra không đều. Trong khi đó mũi khoan mài đúng kỹ thuật khi khoan tiếng sẽ êm, đều, khoan mồi tâm nhỏ, mũi khoan xuống nhanh, phoi ra đều, dài.

Nếu mũi khoan sau khi mài mà gặp phải các trường hợp sau đây thì các bạn cần xem xét và mài lại để đảm bảo khả năng vận hành:
- Màu và dạng phoi thay đổi.
- Tốn nhiều lực để khoan hơn, mũi khoan tiến vào vật liệu khó khăn, mất nhiều thời gian
- Mũi khoan chuyển qua xanh do nhiệt phát sinh quá mức trong khi khoan.
- Đầu lỗ không tròn.
- Độ bóng lỗ khoan giảm.
- Mũi khoan phát ra tiếng kêu lạch cạch khi tiếp xúc với bề mặt vật liệu
- Mũi khoan dễ mắc kẹt trong lỗ khi khoan
Hy vọng rằng với cách mài mũi khoan đúng kỹ thuật mà chúng tôi đã chia sẻ ở trên, các bạn đã nắm được các bước mài khoan chính xác và áp dụng thuận lợi vào công việc của mình








0 Đánh giá sản phẩm này
Gửi đánh giá của bạn